Have Questions?

Project Overview
Services Provided
- Design-Build.
Russell Stover Candies manufactures a variety of confectionery products under its popular Russell Stover®, Whitman’s® and Pangburn’s® brands. This industry-leading candy company turned to The Austin Company on multiple occasions to provide site location, design, engineering and construction for major facility projects, including new construction and major expansions. Austin completed more than 1.2-million square feet of manufacturing, warehousing and distribution space for Russell Stover in three U.S. locations.
Iola, Kansas
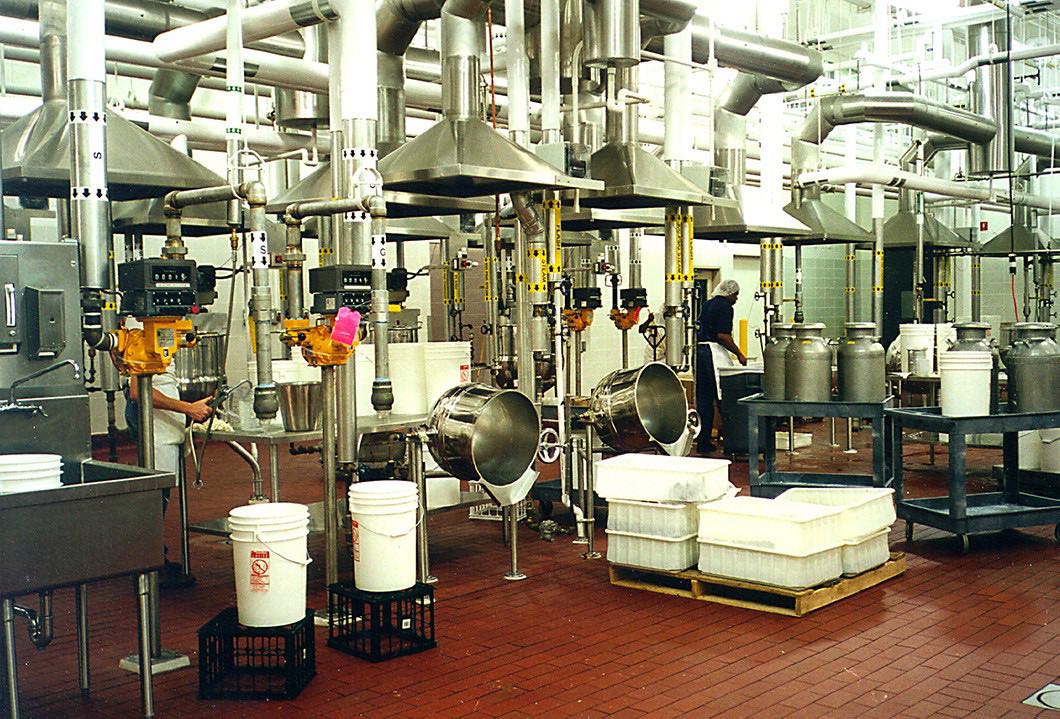
Russell Stover produces its own brand of starch-molded caramel, fudge and marshmallow products in this 349,000 SF plant. The Iola facility is the only Russell Stover plant dedicated solely to manufacturing starch-molded candy.
The layout of the facility contributes to highly-efficient material flow, from receiving of raw materials at the south end, to storage of finished products and shipping at the north end.
Raw materials are stored in several ways. Palletized block chocolate is melted as needed, then stored in liquid form within storage tanks located in the plant. Bulk corn syrup is kept in storage tanks and bulk sugar is held in a storage silo. Sugar is moved to the kitchen equipment by conveyor systems, while liquid chocolate and corn syrup are pumped from the storage tanks to production areas.
In-process storerooms hold nuts, chocolate, bag sugar, cocoa, milk, cream and other ingredients. The starch-molding process is carried out in a dedicated room containing starch mogul equipment imported from Europe.
Other production areas include product curing, candy forming, chocolate melting, nut processing, hand dipping and hand decorating.
Abilene, Kansas
Well-known products, such as Whitman’s® Chocolates, are manufactured in this 401,500 SF candy manufacturing facility, which includes a box manufacturing plant, dry goods warehouse and wastewater treatment plant.
The Austin Company designed, engineered and constructed the plant and related facilities, including the freezer system; systems for unloading, storage and distribution of raw materials; and the wastewater treatment system.
The layout of the facility contributes to highly-efficient material flow, from intake of raw materials to storage of finished products. Raw materials are stored in separate silos for bulk sugar, corn syrup, milk and cream. In-process storerooms hold nuts, chocolate, bag sugar, cocoa, fruit centers and other ingredients. There are separate production areas for candy forming, chocolate melting, nut processing, caramel and fudge cooling, and hand dipping.
Finished candy is stored in a 44,000 SF freezer maintained at sub-zero temperatures.
The Abilene facility contains a laboratory for in-process testing, a kitchen and washrooms. The administrative area of the building houses offices, an employee lunchroom and locker rooms. A retail candy store, integral to the facility, serves tourists and the local community.
The exterior of the plant is clad in white-painted precast concrete panels. The administrative section and the candy store have a red brick facade. A separate 3,500 SF building houses wastewater pre-treatment as well as booster pump equipment for the fire protection system.
One year after initial construction completion, The Austin Company added 57,600 SF for the box manufacturing operation to the plant and expanded the dry goods warehouse by 47,400 SF. The facility is now a vertically integrated plant with manufacturing, packaging, storage and shipping operations all under one roof. The single-story plant, which has the capacity to produce 112,000 pounds of candy per day, is designed to accommodate further expansion.
Corsicana, Texas
The Austin Company designed, engineered and constructed a 462,000 SF candy plant for Russell Stover in Corsicana, Texas. The plant has the capacity to produce 128,000 pounds of candy per day.
Russell Stover’s selection of Corsicana for the plant’s location was due in part to its proximity to Texas seaports. The company will use this facility to support an emerging overseas market for its products.
The layout of the facility contributes to highly-efficient material flow, beginning with receiving of raw materials at the north end of the plant and ending with storage of finished products and shipping at the south edge of the building.
Similar to the Iola plant, palletized block chocolate is melted as needed and stored in liquid form within storage tanks located in the plant, bulk corn syrup is kept in storage tanks, and bulk sugar is held in a storage silo.
Sugar is moved to the kitchen equipment by conveyor systems, while liquid chocolate and corn syrup are pumped from the storage tanks to production areas.